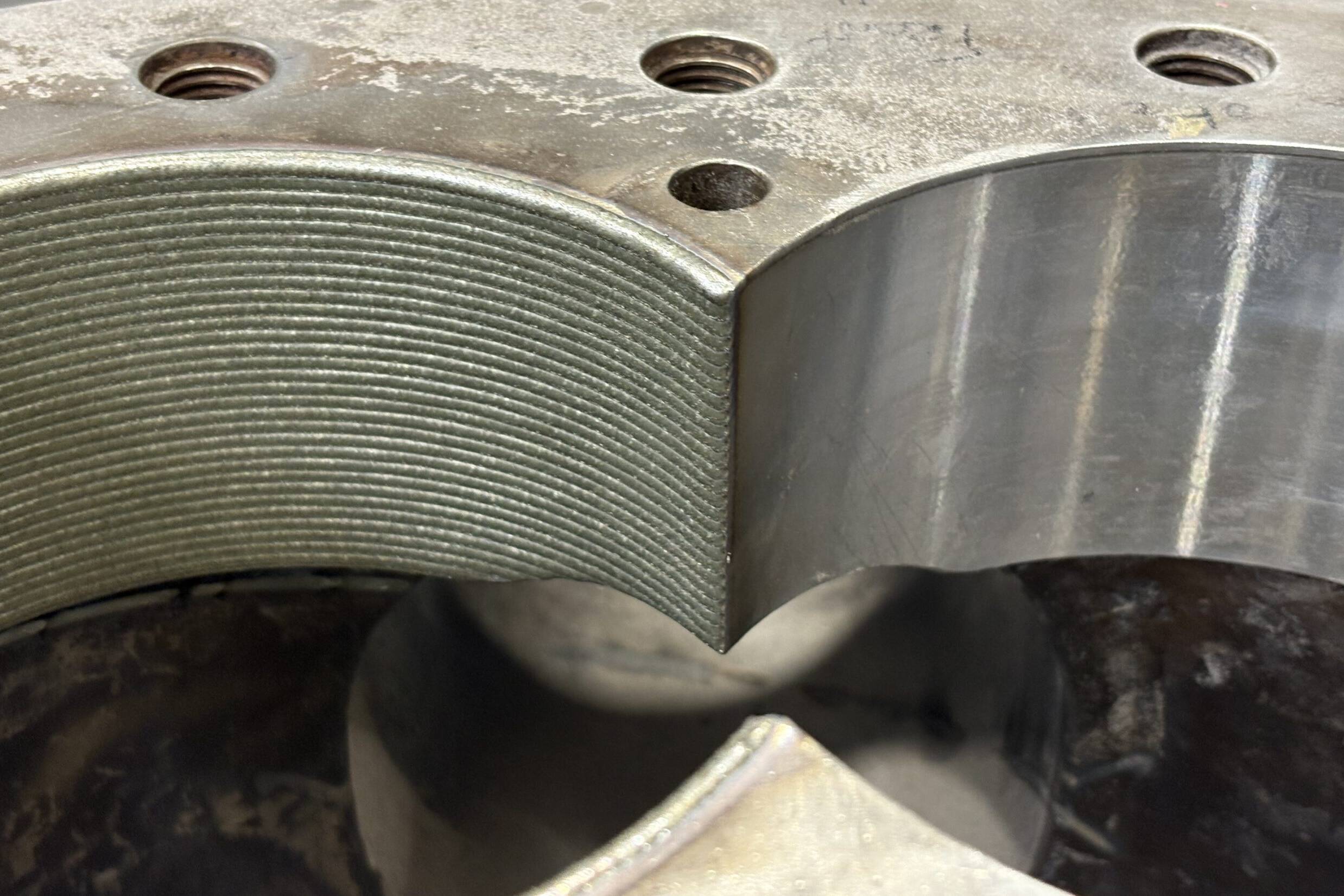
Laser Cladding
At Group Six Technologies, laser cladding is performed using advanced robotic production cells, allowing us to efficiently handle components of various shapes and sizes.
Laser cladding can be used in wide range of applications and industries. With 6 axis robots and 1-2 axis positioners parts of any shape and size can be clad. Our internal cladding head allows us to reach into deep bores down to 60mm (2-3/8”). When compared to other methods of overlaying material, laser cladding provides the following advantages:
-
The process is repeatable and efficient.
-
Laser cladding creates a metallurgical bond between the base material and the overlay.
-
Very low total heat input which allows for virtually no distortion of tight tolerance components.
-
Wide choice of different materials can be both deposited and deposited onto.
-
Creates a relatively smooth surface with little or no porosity.
-
Minimal heat input results in a narrow heat affected zone (HAZ).
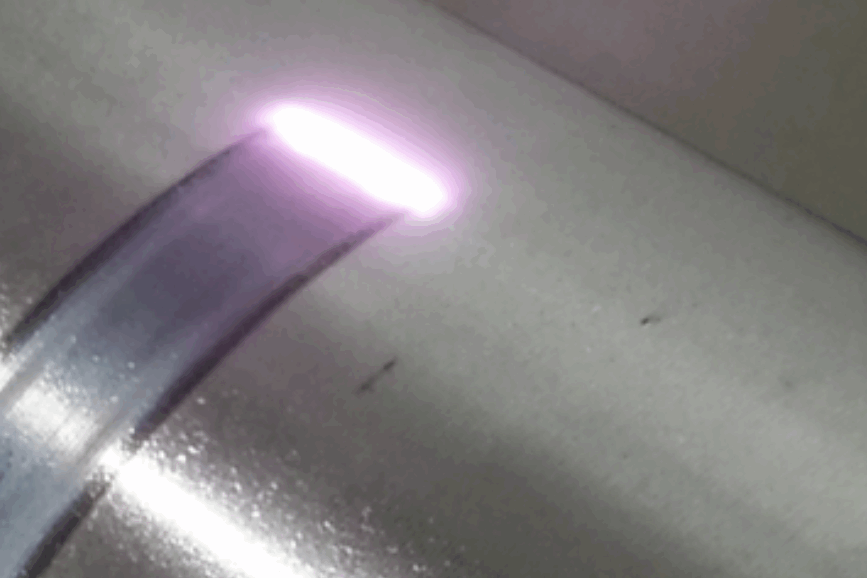
Laser Heat Treating
Surface hardening is used to improve the wear resistance of the of a part without affecting the tougher interior of the part.
Common materials for heat treating include carbon steel, alloy steel, tool steel, and cast iron. Achievable core hardness and depth are dependant on the base material’s carbon content. Typical results are case depths between 0.4 – 2 mm (.015-.080”) with hardness greater than 55 HRc.
Group Six’s engineering team has extensive knowledge with laser heat treating and can assist you in deciding if laser heat treating is a good fit for your application.
The laser is concentrated to produce a small spot of intense heat energy, resulting in several advantages:
-
Minimal heat input can reduce or eliminate distortion of the component. Laser hardening typically gets done on a finish machined part.
-
Focused energy with the laser means only the area that needs hardening gets hardened.
-
The precision control of heat to localized areas avoids distortion and stress.
-
Self-quenching conductive process – no quenching medium required.
-
Highly repeatable robotic non-contact process.
-
Closed-loop pyrometer control.
-
Line-of-sight access for hard to reach areas.
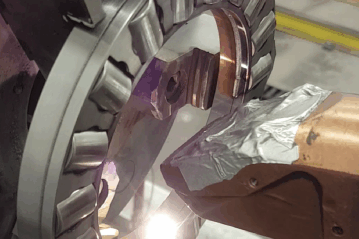
Laser Welding
Like traditional welding such as TIG or MIG, lasers can be used to join two work pieces together.
Laser welding can be completed with or without a filler metal which allows flexibility in achieving the desired properties in the weld metal. The ability to have fine control of the power output and the use of robotic automation of laser welding, allows high control over the outcome of properties of the weld such as heat input and penetration depth. The control of beam properties such as power and spot size allow the ability to both join thin plate materials and complete deep penetrating welds of thick materials using keyhole welding.
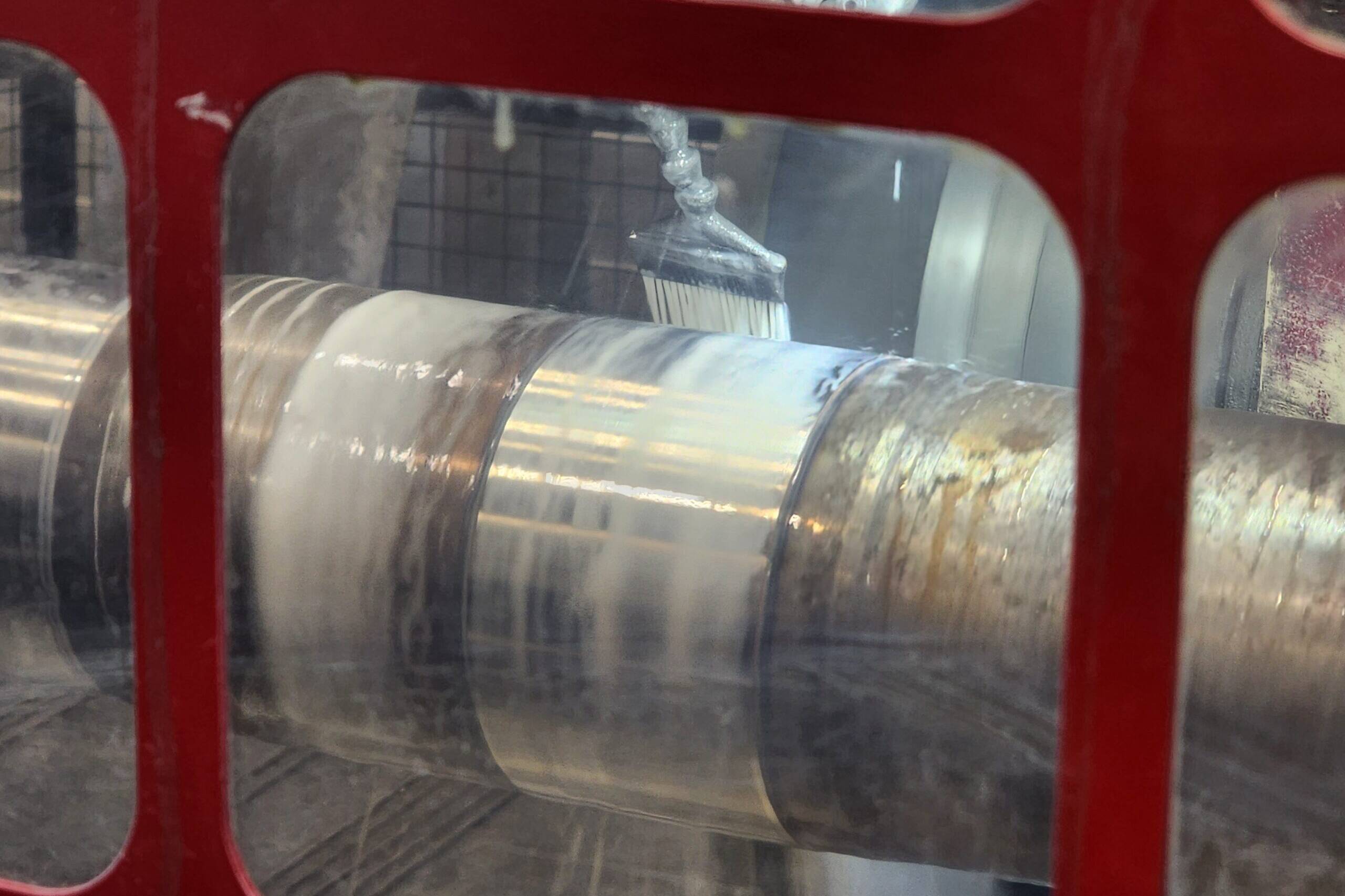
Grinding
Our CNC cylindrical grinder is specifically designed to handle large components up to 42″ (1066 mm) in diameter, 196″ (16 ft / 5 m) long, with a 12″ thru bore, and a maximum workpiece weight of 5 tons (11,200 lbs).
Group Six Technologies also offers a universal grinder with a 12″ x 48″ capacity and an adjustable head and bed for maximum flexibility, an OD cylindrical grinder for precise work on parts up to 10″ x 24″ with an adjustable bed, and a Heald ID grinder capable of handling diameters up to 36″ with a 36″ stroke and multiple quills, designed for precise internal diameter finishes. Together, these machines allow us to meet a broad range of grinding needs with accuracy and consistency.
Ready to extend the life of your equipment?
Contact us today to learn how our laser cladding solutions can save you time and money.